























































Pour les marques pour lesquelles la rupture des coutures n’est pas un résultat acceptable, la différence entre ces deux situations mérite d’être comprise de manière assez détaillée.
La norme 27,12 MHz : pourquoi le soudage RF chauffe différemment
La principale distinction entre le soudage RF et le collage thermique conventionnel n'est pas seulement l'efficacité : c'est aussi la direction dans laquelle la chaleur se propage à travers le matériau.
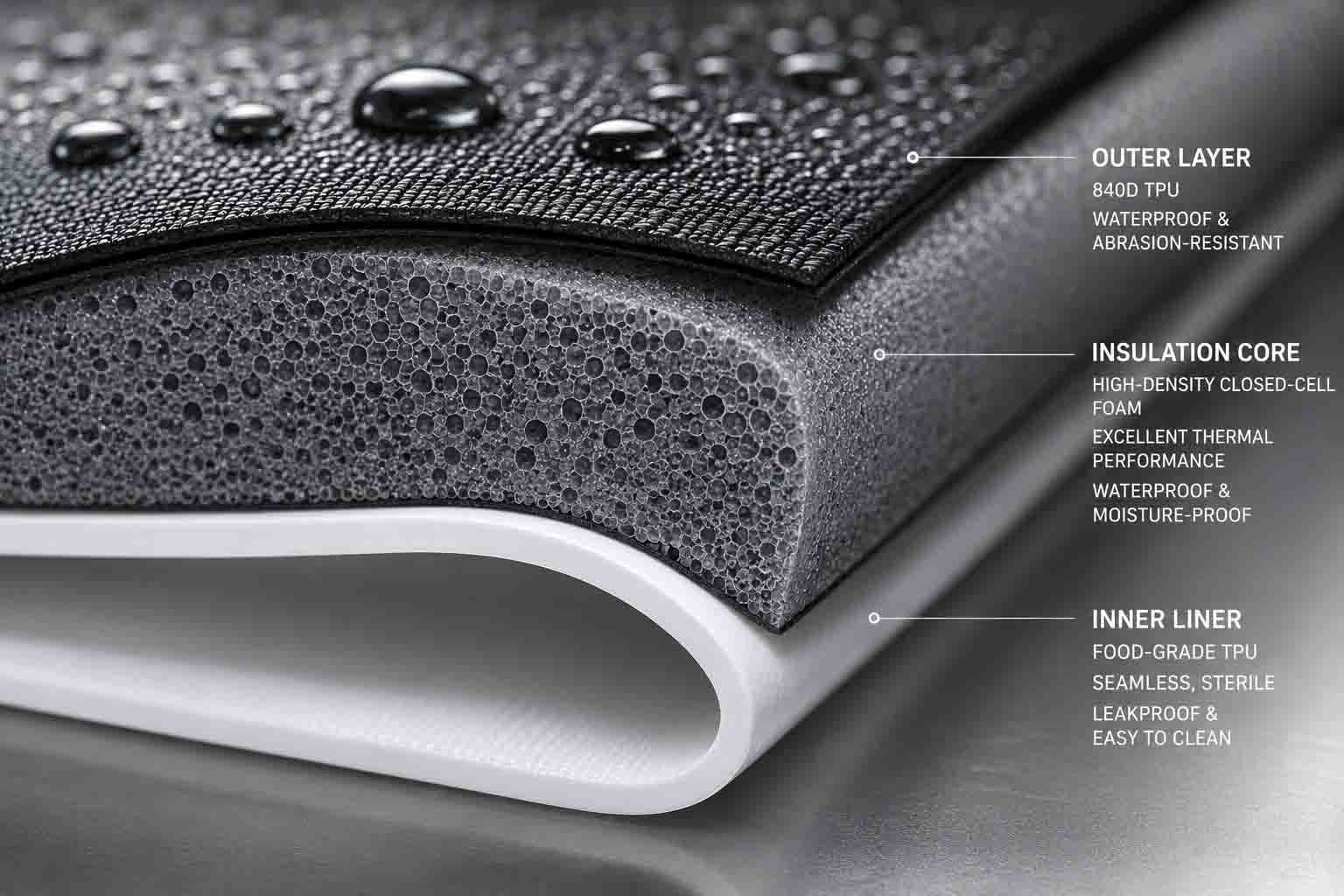
Les méthodes conventionnelles (barres chauffantes, plateaux chauffants, pistolets thermiques) appliquent de l'énergie à la surface du matériau et s'appuient sur la conduction pour amener l'intérieur à la température de liaison. Pour les films minces, cela fonctionne correctement. Pour les tissus stratifiés TPU épais et denses utilisés dans les équipements imperméables haut de gamme, cela crée un problème pratique : amener l'interface intérieure à la température de fusion nécessite suffisamment de temps de séjour en surface pour risquer de brûler ou de déformer la couche externe en premier. La fenêtre entre « pas assez » et « trop » se rétrécit à mesure que l'épaisseur du matériau augmente.
Le soudage RF contourne ce problème en générant de la chaleur à l’intérieur du matériau plutôt qu’en la conduisant vers l’intérieur. Les équipements de soudage RF professionnels fonctionnent à 27,12 MHz, la bande de fréquence radio désignée ISM (industrielle, scientifique et médicale) allouée à cette classe d'équipements industriels. À cette fréquence, le champ électromagnétique alternatif amène les molécules polaires du TPU à tenter de se réaligner à chaque oscillation : environ 27 millions de fois par seconde. Le frottement moléculaire ainsi produit génère de la chaleur uniformément dans toute la zone de soudure, à l'interface où la fusion doit se produire, sans dépendre de la conduction thermique de la surface vers l'intérieur.
Sous pression pneumatique appliquée simultanément, le matériau à l’interface de jointure atteint la température de fusion et les couches fusionnent au niveau moléculaire. Une fois le champ supprimé et le matériau refroidi sous une pression soutenue, la limite initiale entre les deux panneaux n'existe plus structurellement : la zone de soudure est devenue une seule pièce continue de matériau. Lors des tests de traction destructifs, cette zone résiste généralement au-delà du point de rupture du tissu de base environnant. Ce résultat constitue la référence pratique pour une soudure RF correctement exécutée.
Soudage du TPU haute ténacité 840D : une marge d’erreur plus étroite
Le soudage RF fonctionne sur une gamme de thermoplastiques compatibles : PVC, PET, EVA et divers tissus enduits de PU. Pour les applications extérieures intensives nécessitant une résistance soutenue à l’abrasion et une intégrité structurelle sous charge, le TPU haute ténacité 840 deniers est le matériau de référence. C'est également celui qui impose le plus d'exigences en matière d'étalonnage des processus.
Un denier plus élevé signifie plus de masse de matériau au niveau de la zone de soudure, ce qui nécessite plus d'énergie électromagnétique pour atteindre la température de fusion. La difficulté est que cela ne signifie pas simplement augmenter la puissance. La fenêtre de fonctionnement – la plage entre une énergie insuffisante (fusion incomplète, soudure sujette aux fuites) et une énergie excessive (brûlure du matériau, barrière imperméable compromise) – se rétrécit à mesure que le poids du tissu augmente. Un réglage de puissance qui fonctionne proprement sur le TPU 420D peut produire des points froids sur le 840D au même temps de cycle, tandis qu'un réglage calibré pour le 840D peut brûler des matériaux plus fins dans le même produit.
La gestion de cela nécessite un étalonnage spécifique au matériau. Lorsque le TPU 840D entre dans une ligne de production, qu'il s'agisse de l'introduction d'un nouveau produit ou d'un nouveau lot de matériau provenant du même fournisseur, la puissance de sortie RF, la pression de presse et la durée du cycle doivent être validées par rapport à ce matériau spécifique : son denier, le poids du revêtement TPU et sa formulation. Ces paramètres appartiennent à une SOP documentée, vérifiée au début de chaque cycle de production. Une installation appliquant des paramètres uniformes sur tous les grammages de tissus n’effectue pas ce travail, quelle que soit la façon dont la capacité est décrite.
Trois variables de processus qui déterminent la cohérence de la production
Un prototype réussissant les tests de pression établit que la bonne soudure est réalisable. Une production cohérente nécessite de contrôler les variables qui déterminent si elle est reproductible sur l'ensemble du volume.
Précision des outillages
La matrice de soudage (l'électrode façonnée qui entre en contact avec le matériau et définit la géométrie de la soudure) est usinée à partir de laiton ou d'aluminium aux dimensions requises par le motif de couture spécifique. La précision dimensionnelle de cet outillage n'est pas une préoccupation secondaire. Une surface de matrice inégale produit une répartition inégale de la pression dans la zone de soudure, ce qui produit un chauffage interne inégal : des points froids où le matériau n'a pas atteint sa température de fusion maximale et des points chauds où il a surchauffé. Les points froids deviennent des points d’initiation de fuite. Les points chauds deviennent des zones d’amincissement du matériau qui compromettent l’intégrité des coutures à long terme.
L'usure des matrices a le même effet sur le volume de production. Les surfaces de contact qui étaient dans les limites de tolérance au début d'une campagne de production sortent progressivement des tolérances. Des opérations de soudage RF responsables suivent l'état des matrices et remplacent ou recalibrent les outils avant que l'usure n'affecte la qualité de la soudure, et non après le début des tests de contrôle qualité montrant des taux d'échec élevés.
Application de pression : deux phases, deux fonctions différentes
La pression pneumatique dans le soudage RF remplit des fonctions distinctes pendant la phase active de soudage et la phase de refroidissement qui suit, et les deux sont importantes.
Pendant la phase RF active, la pression assure un contact intime entre les couches de matériau à l'interface de la soudure, permettant un mélange moléculaire lorsque le TPU atteint la température de fusion. Pendant la phase de refroidissement après la suppression de l'énergie RF, la pression maintient la zone fondue en position pendant que les chaînes polymères se solidifient. Relâcher la pression avant que la zone de soudure n'ait suffisamment refroidi permet au matériau encore mou de se déformer, produisant une liaison plus faible et des incohérences dimensionnelles au niveau des bords de la zone de soudure qui deviennent des points de concentration de contraintes lors de l'utilisation.
La libération prématurée de la pression fait partie des raccourcis de processus les plus courants dans le soudage RF à haut volume, où la pression du temps de cycle crée une incitation opérationnelle à passer rapidement à la pièce suivante. Les soudures résultantes passent souvent l'inspection visuelle et les tests initiaux à basse pression, puis présentent des taux de défaillance élevés sous une charge soutenue et des cycles de flexion répétés sur le terrain.
Calendrier des cycles
Un cycle complet de soudage RF se déroule en trois phases : prépresse (pression appliquée avant l'activation RF, permettant au matériau de se placer correctement dans la matrice), soudure active (énergie RF activée, chauffage moléculaire et fusion se produisant) et refroidissement sous pression (arrêt RF, solidification de la zone de soudure). Chaque phase a une durée optimale spécifique à l'épaisseur du matériau, au poids du revêtement et à la géométrie de la matrice utilisée.
Ces délais ne sont pas transférés entre les matériaux. Un cycle développé pour une spécification spécifique du TPU entraînera une sous-soudure des tissus plus lourds et risquera de sur-souder les matériaux plus légers utilisés ailleurs dans le même produit. Lorsque les spécifications des matériaux changent entre les cycles de production (deniers différents, poids de revêtement différents, lots de fournisseurs différents), les paramètres du cycle nécessitent une revalidation et non une hypothèse de continuité.
Test de pression hydrostatique à 1,0 bar : ce qu'il confirme réellement
L'inspection visuelle des joints identifie les défauts au niveau de la surface : marques de brûlure visibles, lacunes évidentes dans la couverture des soudures, distorsion dimensionnelle importante. Il n'identifie pas les zones intérieures sous-fondues, les micro-vides à l'interface de soudure ou les points froids qui tiennent dans des conditions ambiantes mais s'ouvrent sous charge. Pour les produits imperméables présentant une quelconque allégation de pression nominale, l’inspection visuelle concerne le sol et non le plafond.
Le test de pression hydrostatique de 1,0 bar est la norme de validation pour les produits d'extérieur soudés par RF. Un bar correspond à la pression hydrostatique d'une colonne d'eau de 10 mètres, soit bien au-delà des conditions d'immersion que la plupart des produits d'extérieur rencontreront sur le terrain, ce qui en fait exactement un test de qualification de production significatif.

La procédure : les produits terminés sont gonflés à une pression interne de 1,0 bar et soit immergés dans l'eau, soit maintenus sous pression pendant une période définie. La condition de réussite est zéro émission de microbulles depuis n’importe quel joint, zone de soudure ou point de fermeture. Une seule bulle indique une voie de fuite qui permettra à l'eau d'être utilisée sur le terrain, quelle que soit son échelle. Il n’y a pas de réussite partielle acceptable à ce niveau de test.
Ce que confirme le test va au-delà de savoir si une unité spécifique maintient la pression au moment du test. Un produit passant 1,0 bar a confirmé une fusion moléculaire complète dans chaque zone de soudure, un contact correct avec la matrice sur toute la géométrie du joint et un refroidissement adéquat avant le relâchement de la pression. Des taux de réussite constants tout au long d'un cycle de production sont la preuve du contrôle du processus, et non d'une variation d'unité individuelle qui s'est avérée positive.
La fréquence des tests est aussi importante que la gravité des tests. Les tests unitaires sur les produits de couture critiques offrent une couverture complète de la production et détectent les défaillances individuelles avant leur expédition. L'échantillonnage par lots offre une confiance statistique à moindre coût, mais permet aux échecs individuels de passer. Le protocole approprié dépend du coût en aval d'une défaillance sur le terrain d'une seule unité : pour les produits pour lesquels une fuite génère une réclamation au titre de la garantie et une exposition potentielle de la marque, les tests par unité sont la position rationnelle.
Évaluation des capacités de soudage RF : les questions qui distinguent la maturité du processus
La prévention des fuites dans les produits étanches soudés RF est un résultat technique et non une revendication de fabrication. Les variables du processus sont connues, les méthodes de contrôle sont établies et le protocole de test qui valide le résultat est bien défini. Un fabricant ayant une réelle capacité dans ce domaine décrira son activité en ces termes spécifiques.
Les questions qui méritent d’être posées lors de l’évaluation des fournisseurs sont concrètes :
Comment les paramètres de puissance RF et les temps de cycle sont-ils documentés par spécification de matériau, et qu'est-ce qui déclenche la revalidation lorsque les lots de matériaux changent ?
Comment l’état des matrices est-il surveillé et à partir de quel seuil l’outillage est-il remplacé ?
Les tests hydrostatiques sont-ils effectués par unité ou par échantillonnage par lots, et à quelle pression ?
Peuvent-ils fournir des enregistrements de tests de séries de production récentes de produits comparables ?
Ce ne sont pas des questions difficiles pour un établissement qui contrôle réellement ces variables. Ce sont des questions très difficiles pour une installation qui utilise des équipements de soudage RF sans la discipline de processus qui les sous-tend. Les réponses vous indiquent dans quelle situation vous vous trouvez.